Welcome to Pinghu Zhanpeng Adhésif thermofusible Web & Film Co., Ltd. Enterprise Official Website.
Fournisseur de solutions de collage thermofusible
+86-573-85032008


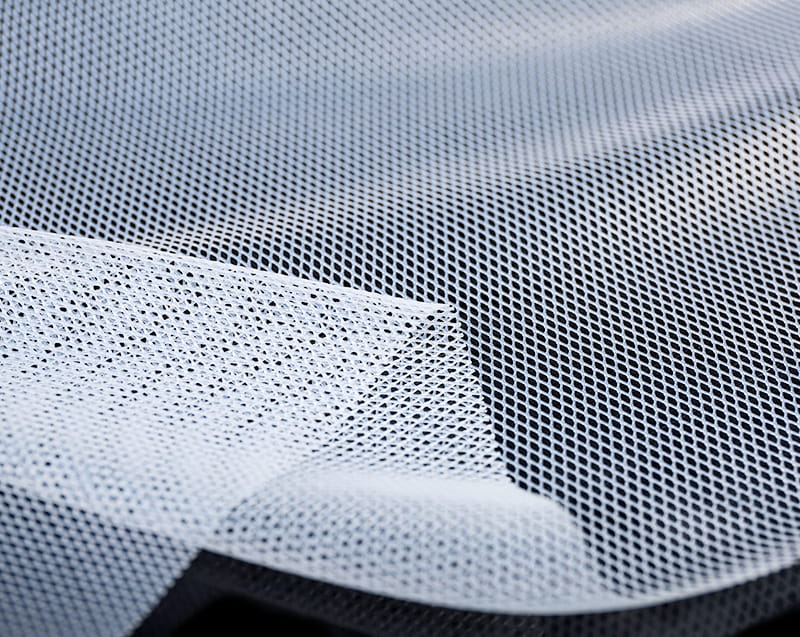
Le filet adhésif thermofusible sans papier — également appelé filet adhésif thermofusible sans papier, toile adhésive thermoplastique autonome ou filet adhésif autoportant — est un matériau de liaison thermoplastique en forme de bande ou de filet qui est fabriqué et fourni sans aucun papier de support ni doublure antiadhésive. Contrairement aux films adhésifs thermofusibles classiques qui sont laminés sur du papier antiadhésif enduit de silicone pour la manipulation et la découpe, un filet adhésif sans papier est une structure à mailles ouvertes autoportante qui peut être manipulée, transportée, coupée et positionnée directement sans nécessiter de substrat porteur pour le maintenir ensemble.
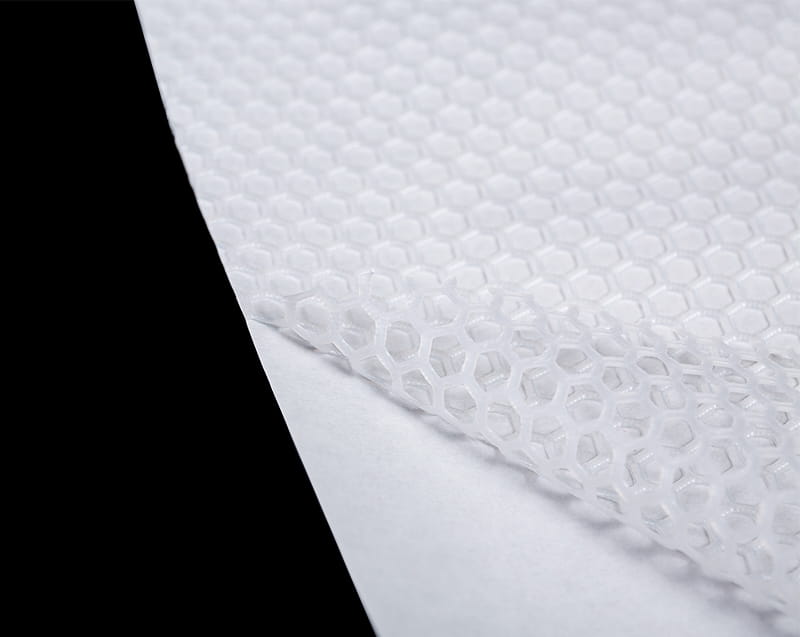
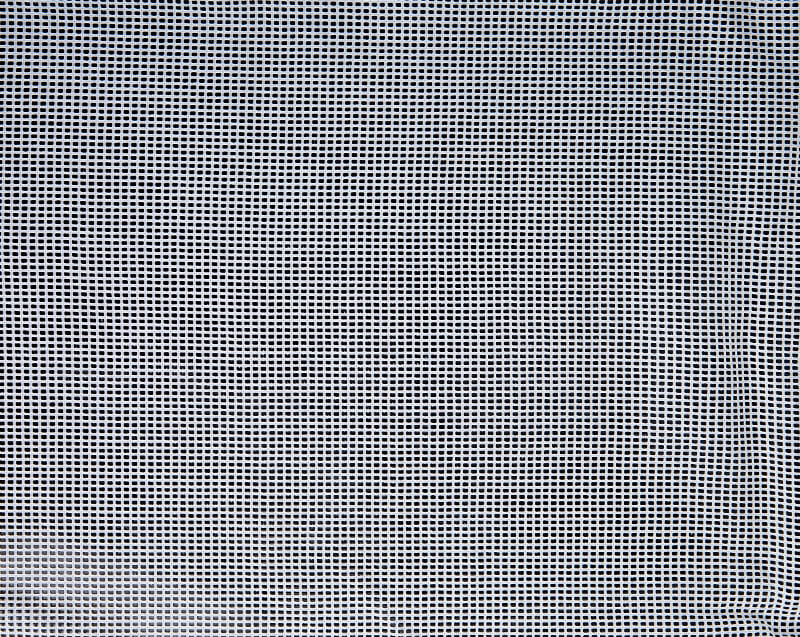
La structure en filet ou en maille est produite en extrudant l'adhésif thermoplastique - généralement du polyamide (PA), du polyuréthane (TPU), du polyester (PES), de la polyoléfine ou de l'éthylène-acétate de vinyle (EVA) - à travers une filière rotative ou un processus de filage-liaison qui dépose l'adhésif fondu selon un motif de grille à tissage ouvert. À mesure que l'adhésif refroidit, il se solidifie en un maillage dimensionnellement stable avec un rapport de surface ouverte défini (généralement 40 à 80 % d'espace ouvert) qui permet aux couches de tissu situées au-dessus et au-dessous de se lier directement les unes aux autres à travers les ouvertures du maillage plutôt que de se lier uniquement aux points de contact adhésifs. Cette structure ouverte constitue l’un des principaux avantages en termes de performances du filet adhésif par rapport au film adhésif solide.
L’absence de support papier n’est pas simplement une mesure d’économie : elle change fondamentalement la façon dont le produit est utilisé. Sans papier antiadhésif, il n'y a pas de déchets de liner à gérer, pas d'étape de délaminage avant collage, pas de frais d'élimination du liner et aucun risque de fragments de papier contaminant l'assemblage collé. Pour les applications de collage de textiles et de non-tissés à grand volume où le filet adhésif est appliqué dans un processus continu de laminage rouleau à rouleau, l'élimination du support papier simplifie l'enfilage de la machine, réduit le poids du rouleau et réduit la consommation de matériau par mètre carré de produit collé en éliminant entièrement la couche de papier.
La comparaison entre le filet adhésif thermofusible sans papier et le film adhésif conventionnel sur support papier est la distinction la plus importante que les acheteurs doivent comprendre avant de spécifier l'un ou l'autre produit. Les deux sont des matériaux de liaison thermoplastiques activés par la chaleur et la pression, mais leur forme physique, leurs exigences de manipulation, leur mécanisme de liaison et leurs caractéristiques de performance d'utilisation finale diffèrent de manière à ce que chacun soit approprié à différentes applications.
Le film adhésif thermofusible conventionnel est une feuille d’adhésif solide et continue : chaque point de la zone de liaison est recouvert d’un matériau adhésif. Lorsqu'il est activé, il crée un lien sur toute la surface de l'interface. Cette liaison à couverture totale peut être souhaitable pour un laminage imperméable (collage de membrane imperméable, laminage de film), mais elle bloque complètement la transmission de l'air, de la vapeur d'humidité et des liquides à travers l'assemblage collé. En revanche, le filet adhésif thermofusible laisse 40 à 80 % de la zone d'interface ouverte, permettant ainsi de maintenir la respirabilité, la transmission de la vapeur d'humidité et la perméabilité acoustique dans la structure collée. C'est pourquoi les filets adhésifs dominent dans les applications textiles performantes (vêtements de sport, vêtements d'extérieur, vêtements médicaux et membranes laminées respirantes) où le tissu collé doit conserver ses propriétés de respirabilité et de gestion de l'humidité.
Le film adhésif sur papier nécessite une étape de délaminage – décoller la doublure antiadhésive de l’adhésif – avant ou pendant le collage. Dans les machines de laminage automatisées, cela signifie qu'un système de récupération du support doit être intégré à la machine, ce qui ajoute une complexité mécanique et crée des rouleaux de déchets de support qui doivent être collectés et éliminés. Le filet adhésif sans papier s'enfile directement dans la zone de stratification comme une couche de tissu, sans doublure à retirer. Cela simplifie la conception de la machine, réduit le temps de configuration et élimine la manipulation du revêtement en tant que variable de production. Pour une application manuelle (collage des poignets, des cols et des ourlets dans la construction de vêtements), le filet sans papier peut être coupé, positionné et collé sans aucune étape préparatoire, ce qui accélère son utilisation dans les flux de production qui ne sont pas entièrement automatisés.
Le film adhésif sur support papier comprend à la fois la couche adhésive et le papier antiadhésif en silicone, qui pèse généralement entre 80 et 130 g/m², soit souvent plus que le revêtement adhésif qu'il porte. L'acheteur paie les deux matériaux mais jette le papier après le collage. Le filet adhésif sans papier élimine entièrement ce gaspillage de matière : chaque gramme de matériau acheté finit dans le produit fini ou comme adhésif dans le joint collé. À l'échelle de la production, cette réduction de poids du rouleau acheté se traduit par des longueurs de rouleau plus longues par kilogramme d'adhésif, moins de changements de rouleau par équipe et une réduction des coûts de transport par unité de capacité de collage.
Le polymère thermoplastique utilisé comme résine de base d'un filet adhésif thermofusible détermine sa température d'activation, sa force de liaison, sa flexibilité après collage, sa résistance au lavage, sa compatibilité chimique et ses caractéristiques de performance d'utilisation finale. La sélection de la bonne chimie du polymère pour l'application est aussi importante que la sélection du bon poids net et du bon rapport de surface ouverte : une liaison qui s'active magnifiquement et tient lors de l'utilisation initiale mais échoue après cinq cycles de lavage est un échec du produit, quelle que soit l'efficacité avec laquelle le filet a été appliqué.
| Type de polymère | Température d'activation. | Résistance au lavage | Flexibilité | Application typique |
|---|---|---|---|---|
| Polyamide (PA) | 120-160°C | Excellent (60 lavages) | Modéré | Vêtements de travail, vêtements de performance, doublure |
| Polyuréthane (TPU) | 100-140°C | Très bon (40 à 60 lavages) | Élevé | Vêtements de sport, chaussures, tissus extensibles, médical |
| Polyester (PES) | 130-170°C | Bon (30 à 50 lavages) | Modéré–Low | Textiles techniques, intérieurs automobiles, filtration |
| EVA | 80-120°C | Modéré (15–30 washes) | Élevé | Collage à faible coût, stratification de mousse, non-tissés |
| Polyoléfine (PO) | 90-130°C | Modéré (20–35 washes) | Élevé | Produits hygiéniques, emballages, non-tissés jetables |
Les filets en polyamide sont les bêtes de somme des applications textiles de vêtements et de performance où la durabilité grâce à des lavages répétés est requise. Les adhésifs PA forment des liaisons intermoléculaires solides avec les fibres textiles de polyamide et de polyester, produisant des liaisons qui maintiennent leur intégrité pendant 50 à 100 cycles de lavage dans les conditions de test standard ISO ou AATCC. La flexibilité modérée du filet PA collé est bien adaptée aux applications de vêtements structurés — entoilage de col, collage de ceinture, collage de bord de poche — où la zone collée doit résister à l'étirement plutôt que de s'étendre avec le tissu.
Les filets en TPU sont devenus le choix dominant pour le collage de vêtements extensibles et les applications de chaussures, car le lien en polyuréthane reste flexible et élastique après activation, s'étirant et se rétablissant avec le substrat plutôt que de créer une zone liée rigide qui restreint le mouvement du vêtement ou provoque des fissures dans les coutures pendant la flexion. Dans la construction de chaussures de sport, un filet adhésif en TPU lie l'extérieur à la tige selon des contours tridimensionnels complexes qui nécessitent que la couche adhésive fléchisse à plusieurs reprises à chaque étape pendant toute la durée de vie de la chaussure.
Les filets adhésifs thermofusibles sont spécifiés par deux paramètres structurels principaux : le poids surfacique (en grammes par mètre carré, g/m²) et le rapport de surface ouverte (pourcentage de la surface du filet qui est un maillage ouvert par rapport au filament adhésif). Ces deux paramètres déterminent ensemble la quantité d'adhésif déposée par unité de surface de l'assemblage collé, ce qui contrôle directement la force de liaison, la rétention de respirabilité, la rigidité ajoutée au textile collé et le coût de consommation d'adhésif par mètre de produit fini.
Les poids surfaciques des filets adhésifs sans papier varient généralement de 5 g/m² à 80 g/m² , couvrant des applications allant du laminage de membranes respirantes ultra-légères au bas de gamme au collage structurel lourd de textiles techniques et de composites au haut de gamme. La plupart des applications vestimentaires se situent dans la plage de 10 à 30 g/m², ce qui fournit une force de liaison adéquate pour le collage des coutures et des ourlets sans ajouter de rigidité perceptible aux tissus légers tissés ou tricotés. Les applications textiles techniques et automobiles peuvent spécifier des filets de 40 à 80 g/m² pour lesquels une résistance élevée au pelage ou une durabilité de liaison sous contrainte mécanique est prioritaire plutôt que de minimiser le poids ou la rigidité supplémentaire.
Une règle générale pour le collage des tissus : le poids net de l'adhésif doit être compris entre 10 et 20 % du poids surfacique du tissu plus léger pour obtenir une liaison équilibrée qui ne domine pas la sensation au toucher de la structure assemblée. Le collage d'une coque extérieure tissée de 100 g/m² à une doublure tricotée de 50 g/m² suggère un filet adhésif de l'ordre de 5 à 10 g/m². Le collage d'un molleton technique de 300 g/m² sur un tissu enduit de PVC de 200 g/m² suggère 20 à 40 g/m². Un écart nettement supérieur à cette plage produit un assemblage collé qui semble rigide et rigide ; une déviation significative en dessous produit une liaison qui se décolle sous une contrainte modérée, en particulier au niveau des zones incurvées ou fléchies du produit fini.
Le rapport de surface ouverte interagit également avec la construction en tissu. Les tissus à tissage serré avec de petits espaces entre les fibres bénéficient de mailles à zone ouverte plus élevée (60 à 80 % d'ouverture) car les filaments adhésifs doivent pénétrer entre les fils du tissu pour créer un verrouillage mécanique. Une zone plus ouverte signifie des ouvertures de maille plus grandes qui permettent une pénétration plus profonde de l'adhésif dans la structure du tissu. Les tricots lâches et les non-tissés dotés de structures fibreuses intrinsèquement ouvertes permettent une pénétration adéquate avec des filets plus denses (40 à 60 % de surface ouverte) car le tissu lui-même fournit des voies pour l'écoulement de l'adhésif pendant le collage.
Filet adhésif thermofusible sans papier a établi sa position comme matériau de liaison de choix dans plusieurs secteurs manufacturiers majeurs, chacun exploitant une combinaison spécifique de propriétés du produit — respirabilité, flexibilité, durabilité au lavage, processus propre ou efficacité de production — pour résoudre un défi de liaison que les adhésifs conventionnels ou la fixation mécanique ne peuvent pas résoudre aussi efficacement.
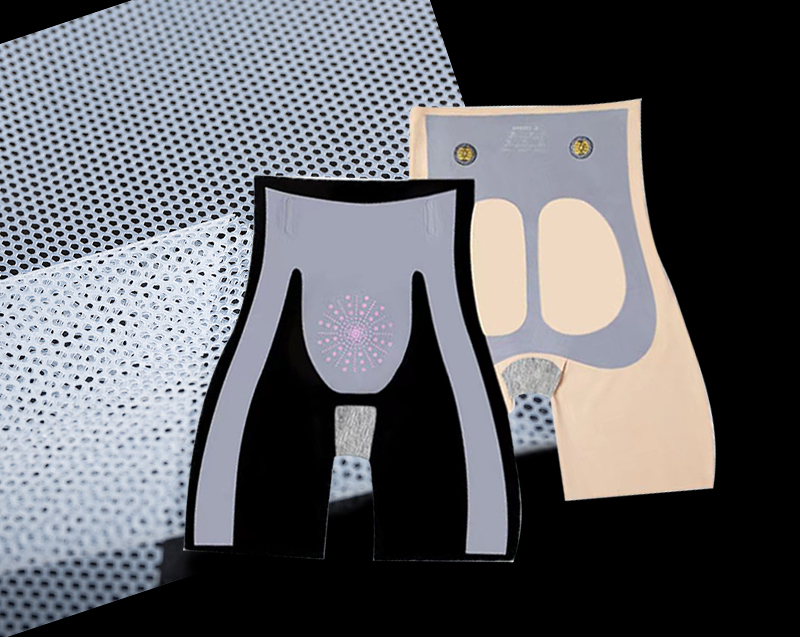
Les vêtements sans coutures et à coutures collées des vêtements de sport de performance utilisent des filets adhésifs TPU et PA pour coller les panneaux de tissu sans couture, éliminant ainsi les crêtes et les points de pression que les coutures cousues créent contre la peau lors d'activités de haute intensité. Les collants de course, les maillots de cyclisme, les combinaisons de triathlon, les vêtements de compression et les couches de base sont des produits typiques où le collage par filet adhésif remplace ou complète la couture. La zone ouverte du filet maintient la respirabilité du tissu et ses performances d'évacuation de l'humidité : un film adhésif solide dans la même application créerait une zone imperméable qui emprisonnerait la chaleur et l'humidité à chaque couture, irait à l'encontre de l'objectif même de l'utilisation d'un tissu technique performant.
Les tissus stratifiés imperméables et respirants à trois couches — la construction utilisée dans les coques d'extérieur hautes performances, les vestes de pluie et les vêtements de ski — lient une membrane imperméable et respirante (généralement un film microporeux en ePTFE ou en polyester) entre un tissu extérieur tissé et un support intérieur tricoté à l'aide d'un adhésif par points ou en filet. Le filet adhésif sans papier dans la gamme de 8 à 20 g/m², avec un taux de surface ouverte élevé de 60 à 75 %, permet de maintenir le taux de transmission de vapeur d'humidité (MVTR) de la membrane dans l'assemblage stratifié. C'est pourquoi les stratifiés à trois couches liés avec un adhésif net peuvent atteindre des valeurs MVTR de 15 000 à 30 000 g/m²/24 h sous forme finie – des performances qui seraient entièrement détruites par un laminage d'un film adhésif solide.

Les bandages de compression médicaux, les supports orthopédiques, les composants de pansements et les champs chirurgicaux jetables utilisent un filet adhésif thermofusible sans papier pour le collage des composants, car le format sans papier élimine tout risque de contamination par les fibres de papier dans le produit médical et la structure ouverte du filet maintient les propriétés de respirabilité et de gestion des fluides requises pour les dispositifs médicaux en contact avec la peau. Les filets PA et TPU utilisés dans les applications médicales doivent répondre aux exigences de biocompatibilité (généralement les tests de la série ISO 10993) et doivent être manifestement exempts d'allergènes, de plastifiants et de substances extrêmement préoccupantes (SVHC) conformément à la réglementation REACH.
Les tissus des panneaux de porte, les stratifiés de garniture de toit, les ensembles de housses de siège et les matériaux de doublure de coffre dans les intérieurs automobiles utilisent des filets adhésifs thermofusibles PES et PA pour lier les couches de tissu décoratif aux supports en mousse, aux substrats non tissés ou aux panneaux de support structurels. L’environnement automobile exige une durabilité de l’adhérence sur une large plage de températures – depuis des conditions de démarrage à froid de −40 °C jusqu’à des températures de trempage thermique de 90 °C sur le tableau de bord – combinée à une résistance aux plastifiants, aux solvants de nettoyage et à l’exposition aux UV caractéristiques de l’intérieur des véhicules. Les filets PES avec des températures d'activation élevées et une large stabilité de température après liaison sont bien adaptés à cet environnement exigeant, et leur compatibilité avec le traitement de laminage continu permet une production à grande vitesse de laminés textiles automobiles sur des lignes de laminage calendaire.
Les tiges, embouts, renforts de talon et attaches de doublure des chaussures de sport utilisent largement un filet adhésif en TPU, car la liaison flexible et durable qu'il produit reste intacte malgré les contraintes de flexion et de torsion imposées à la structure de la chaussure pendant l'activité sportive. Le format net permet de coller des formes tridimensionnelles complexes de manière cohérente dans un assemblage automatisé à grand volume, et l'absence de doublure en papier simplifie la manipulation des matériaux dans les usines de chaussures où les petites tailles de composants rendent le retrait de la doublure fastidieux et sujet aux erreurs lors des opérations d'assemblage manuel.
Le filet adhésif thermofusible sans papier est activé par la combinaison de chaleur et de pression — le même principe de liaison qu'un film adhésif thermofusible conventionnel, mais avec des paramètres de processus qui peuvent différer de l'expérience actuelle de l'acheteur avec les produits à support papier. L'utilisation d'une température, d'une pression, d'un temps de séjour ou de conditions de refroidissement incorrects produit des liaisons qui échouent prématurément, et comprendre pourquoi chaque paramètre est important permet une configuration et un dépannage efficaces du processus.
Les presses à chaud industrielles à plat sont l'équipement standard pour les opérations de collage par lots dans la production de vêtements, produisant des collages sur des zones de 30 × 40 cm à 60 × 80 cm par cycle de presse. Les plateaux de presse doivent atteindre la température d'activation de l'adhésif uniformément sur toute la surface du plateau : une variation de température de plus de ± 5°C à travers le plateau produit une qualité de liaison incohérente, avec des zones d'activation incomplète adjacentes aux zones surcollées. Les lignes de laminage à calendrier continu font passer le sandwich de tissu entre des rouleaux chauffés à vitesse contrôlée, permettant d'atteindre des taux de production très élevés pour le laminage de tissu rouleau à rouleau. Le processus de calandrage nécessite un contrôle précis de la température des rouleaux, de la pression de pincement et de la vitesse de la ligne pour maintenir une qualité de liaison constante sur toute la largeur de la bande et tout au long d'un cycle de production.
Étant donné que le filet adhésif n'a pas de support papier, le rouleau doit être manipulé avec précaution pour éviter que la structure à mailles ouvertes ne se déforme ou que les couches du rouleau ne se bloquent sous une pression soutenue lors du stockage. Stockez les rouleaux debout sur leur extrémité ou suspendus à un arbre à travers le noyau. Ne posez jamais les rouleaux à plat et n'empilez jamais de poids sur le dessus, car cela comprime la structure en maille et peut provoquer la liaison des couches adjacentes à température ambiante dans des environnements de stockage chauds. Maintenir les températures de stockage en dessous de 30°C et éviter une humidité supérieure à 70 % HR pour éviter l'absorption d'humidité qui peut affecter le comportement d'activation des adhésifs PA et PES. Les rouleaux qui ont été stockés dans des conditions fraîches doivent pouvoir s'équilibrer à la température ambiante de production avant utilisation afin d'éviter la condensation sur la surface adhésive, qui altère la qualité de la liaison.
La vérification de la qualité du collage avant la production et sa surveillance tout au long du cycle de production évite le scénario coûteux de découverte de défauts de collage après que des milliers de mètres de produit fini ont été produits et potentiellement expédiés aux clients. Les méthodes de test standard pour les liaisons par filet adhésif thermofusible dans les applications textiles sont bien définies par les normes ISO et AATCC, et la plupart des opérations de liaison de tissus doivent mettre en œuvre au minimum un test de résistance au pelage et un test de durabilité au lavage dans le cadre de leur programme de qualité de production.


Tous droits réservés:Pinghu Zhanpeng Adhésif thermofusible Web & Film Co., Ltd.

ICP19016808-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号